Corrugated boxes are an essential component of the global packaging industry, known for their structural strength, cost-efficiency, and environmental sustainability. Understanding how corrugated boxes are made provides valuable insights into both industrial production practices and packaging design logic. This article explores the complete factory-level process behind manufacturing corrugated boxes, from raw materials to quality assurance, while referencing international standards.
Understanding the Core Materials: What Corrugated Boxes Are Made Of
The primary material used in manufacturing corrugated boxes is kraft paper, known for its high strength and durability. However, not all kraft paper is suitable for corrugated production. Only grades with appropriate fiber length, tensile strength, and surface finish—often complying with ISO 536 and TAPPI T410—can be used.
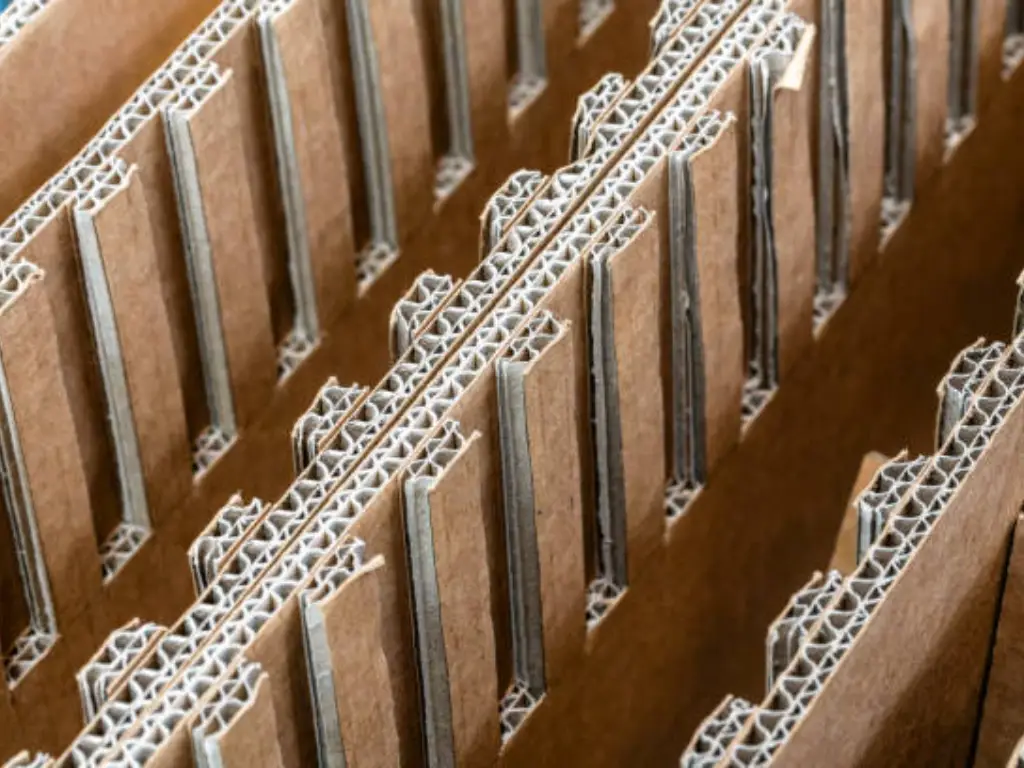
A standard corrugated board consists of two key components:
- Linerboard: The flat outer surfaces of the board.
- Corrugating Medium: The fluted inner layer that provides rigidity.
Linerboard may be made from virgin kraft pulp (for higher strength and water resistance) or recycled fiber (for cost and sustainability advantages). The corrugating medium often uses semi-chemical pulp, which balances formability and crush resistance.
In addition to kraft paper, some specialty corrugated boards incorporate poly-coated liners, wax treatments, or water-resistant additives for specific applications like frozen food or chemical packaging. Material selection directly affects box performance, making it a critical step in understanding what is a corrugated box and how corrugated boxes are made for various industrial uses.
Step-by-Step Breakdown: The Full Corrugated Box Manufacturing Process

The process of how corrugated boxes are made in the factory follows a highly integrated production flow, where materials, machines, and automation work together to achieve both volume and precision. Below is a breakdown of the key steps involved in converting kraft paper into finished corrugated packaging, with corresponding equipment noted throughout the sequence.
1. Corrugating the Medium
Rolls of medium paper are first preconditioned with heat and steam and then passed through a corrugator, a high-speed machine with corrugating rolls that form the wave-like flutes. These flutes provide the structural strength critical to corrugated boxes.
2. Applying Adhesive
Once fluted, the medium moves forward where starch-based adhesive is applied using a glue unit within the corrugator system. The adhesive, typically derived from corn or wheat starch, bonds the flutes to the first linerboard under controlled pressure and temperature.
3. Forming Single and Double Wall Board
After the first liner is attached, the single-face web continues toward a double-backer section of the corrugator, where it is joined with the second liner to form a complete corrugated board (single-wall). For double-wall or triple-wall boards, the process repeats with additional layers.
4. Drying and Curing
The bonded board passes through heated plates for drying and curing, ensuring dimensional stability. At this stage, automated systems monitor temperature, board flatness, and glue line integrity.
5. Slitting and Scoring
Suivant, the continuous board is trimmed and creased by a slitter-scorer, which adjusts width and adds fold lines based on order specifications. This precision cutting step is essential for ensuring uniformity across thousands of units.
6. Die-Cutting and Printing
Boxes requiring specific shapes enter a rotary die cutter, while flexographic units integrated in-line perform high-speed printing using water-based inks. These machines handle both cutting and branding in one pass.
7. Folding and Gluing
The finished board sheets are transferred to a flexo folder-gluer, which folds, glues, and bundles the boxes for final stacking and shipment. Sensors and robotic arms are often used for quality checks and automated palletizing.
This streamlined setup reflects the modern, high-throughput reality of how corrugated boxes are made, where sophisticated machinery ensures efficiency, customization, and structural consistency at industrial scale.
Box Design Standards and Structural Types Explained
The European Federation of Corrugated Board Manufacturers (FEFCO) provides a unified coding system widely adopted in international trade.This table summarizes key corrugated box structures, flute combinations, and their typical applications across logistics, retail, and industrial sectors.
| Flute Type & Wall Structure | Common Box Styles | Typical Applications |
| A Flute (approx. 4.8 MM) Single Wall | RSC (Regular Slotted Container) | Fragile goods, industrial parts, electronics with cushioning needs |
| B Flute (approx. 2.5 MM) Single Wall | FOL (Full Overlap Slotted) | Heavy or dense products, better stacking and edge support |
| C Flute (approx. 3.6 MM) Single Wall | HSC (Half Slotted Container) | Bulk storage, top-load items, retail trays |
| E Flute (approx. 1.2 MM) Single or Double Wall | Die-Cut Boxes (par exemple. Boîte de difficulté) | E-commerce packaging, retail displays, gift boxes |
| BC Flute (Double Wall: B+C) Double Wall | RSC / FOL / Custom Trays | Heavy-duty packaging, automotive, export shipping |
| EB Flute (Double Wall: E+B) Double Wall | Shelf-Ready Packaging | High-graphic print, point-of-sale packaging, consumer electronics |
| Triple Wall (AAA or AAC) Triple Wall | Pallet Boxes, Bulk Bins | Industrial machinery, hazardous goods, long-distance freight |
Design choices affect stacking, printing area, burst strength, and manufacturing cost. Understanding these elements is key to industrial buyers, logistics professionals, and engineers working with structural packaging specifications.
Printing and Customization Techniques Used in Factories

Customization is a key part of how corrugated boxes are made in the factory, especially for packaging that serves both logistical and branding purposes.
Printing Methods:
● Flexographic Printing: Uses flexible rubber plates mounted on cylinders to transfer water-based ink directly onto the board. It supports high-speed production, is cost-effective, and ideal for simple logos or handling instructions in bulk packaging.
● Lithographic Laminating: Involves printing high-resolution graphics on separate sheets, which are then glued onto the corrugated board. It delivers excellent image quality and is used in high-end retail or display packaging.
● Other techniques: digital printing, pre-print, and silk screen offer additional flexibility for small runs, color precision, or specialty textures.
Surface Treatments:
● Varnish and UV Coating: Improve moisture resistance and enhance print durability.
● Wax or Poly Coating: Add water and grease resistance, suitable for cold-chain or food packaging.
● Cut Windows and Perforation: Enhance functionality and display performance.
Corrugated box customization also extends beyond printing. Manufacturers like Packccp offer diverse options in box shape, size, color, accessories, and inserts—enabling brands to tailor packaging to precise marketing or logistics needs.
Quality Control and Strength Testing in Corrugated Box Production

Ensuring consistent strength and durability is a critical aspect of how corrugated boxes are made in the factory. Quality control procedures are integrated throughout production to verify performance under various handling and storage conditions. The following are key standardized tests used in the industry:
● Edge Crush Test (ECT): Measures the compressive strength of corrugated board along its fluted edge, indicating how well it can withstand stacking pressure during transit and storage.
● Burst Strength Test: Assesses the board’s resistance to rupture under uniform pressure, reflecting its ability to contain contents without tearing or bursting.
● Flat Crush Test: Determines the flute strength by measuring resistance to pressure applied perpendicular to the board surface, essential for box rigidity under load.
● Cobb Test: Evaluates water absorption by measuring how much moisture the board takes in over a fixed time, helping ensure moisture resistance in humid or refrigerated environments.
In addition to physical testing, modern production lines incorporate automated inspection systems to detect glue failure, print defects, and improper folds in real-time. This integrated approach guarantees that every corrugated box meets structural and visual standards before it reaches the customer.
Sustainability and Smart Manufacturing Trends in Corrugated Box Factories

Modern corrugated box factories are rapidly evolving toward more sustainable and intelligent operations. In addressing both environmental concerns and efficiency, innovation is embedded at every level of the process.
Sustainable Practices
- Use of FSC-certified paper materials
- Water-based inks and bio-based adhesives
- Wastewater recycling and heat recovery systems
- Compliance with ISO 14001 for environmental management
Smart Manufacturing Trends
- IoT-enabled corrugators and folder-gluers
- AI-driven quality control and downtime analytics
- Digital twins for real-time process simulation
- Small-batch customization supported by cloud-based job queues
For companies wondering how corrugated boxes are made responsibly, these innovations offer a blueprint for scalable, eco-conscious production.
This article explored how corrugated boxes are made in the factory, covering materials, production, testing, and customization. Packccp delivers durable, eco-friendly packaging backed by SGS and FSC certifications, ensuring quality and sustainability.
Contact us to get reliable, custom corrugated boxes designed for your industrial or retail needs.